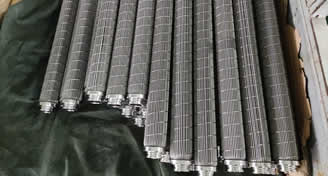
Robust Structure: Sintered mesh is made by diffusion-bonding multiple layers of stainless steel wire under high temperature and pressure, forming a monolithic, porous metal structure with high mechanical strength. This allows it to withstand various physical and chemical cleaning methods without damage.
Surface Filtration: The primary filtration mechanism is surface filtration. Most contaminants are captured on the surface of the element rather than embedded deep within the matrix, making them much easier to remove.

The choice of method depends on the type of fluid being filtered and the nature of the contaminant (e.g., particulate, grease, polymer).
Backflushing (Backwashing): This is the most common and effective method.
Principle: A clean fluid (liquid or gas, such as water, compressed air, or nitrogen) is pumped in reverse direction through the filter (from the outlet side to the inlet). This flow dislodges and lifts the contaminant cake from the filter surface.
Note: Pressure must be controlled (typically below 0.3-0.4 MPa / ~50 PSI) to avoid damaging the element. For viscous contaminants, hot water or steam backflushing may be used.
Ultrasonic Cleaning:
Principle: The filter element is immersed in a cleaning tank. High-frequency sound waves create cavitation bubbles in the liquid that implode, generating intense microscopic scrubbing that dislodges fine particles trapped deep within the pores.
Note: Requires a suitable cleaning solution (e.g., water, solvent). Cleaning time is typically short (a few to twenty minutes).
Manual Cleaning: Gently wiping the surface with a soft cloth or brush to remove large debris before chemical or ultrasonic cleaning.
Principle: Chemical agents are used to dissolve, degrade, or loosen contaminants.
Common Cleaning Agents:
Alkaline Solutions: Effective for removing oils, greases, and organic deposits.
Acidic Solutions: Effective for dissolving mineral scales, rust, and inorganic salts.
Organic Solvents: Effective for dissolving specific organic contaminants or polymer residues.
Procedure:
Soak the element in the chosen chemical solution.
Allow it to soak for several hours, sometimes with heated solution to improve efficacy.
Rinse thoroughly with clean water (preferably deionized or RO water) until the rinse water is neutral (check with pH paper).
CRITICAL STEP: After chemical cleaning, the element must be dried completely. High-temperature baking (e.g., 280°C - 400°C) in an oven is recommended to burn off any residual organics and moisture, fully restoring its performance.
A comprehensive cleaning regimen often combines these methods:
Pre-Cleaning: Use compressed air or water for initial backflushing to remove loose bulk contaminants.
Chemical Soaking: Soak in an appropriate chemical bath based on the contaminant.
Rinsing: Rinse vigorously with clean water to remove cleaning agent and dislodged particles.
Ultrasonic Cleaning: For deep cleaning of stubborn microscopic particles.
Final Rinsing: Perform a final rinse with high-purity water.
Drying:
Air Blow-Dry: Use clean, dry compressed air.
Oven Drying: Bake at 100°C - 120°C to evaporate all moisture.
High-Temperature Sintering (For severe fouling): Baking in a vacuum furnace or with an inert gas (like Nitrogen) at very high temperatures can burn off all organic residues almost completely, restoring the element to a near-new state. This is the most effective but also the most costly method.
Material Compatibility: Always confirm the filter's material grade (e.g., 304, 316L Stainless Steel) to ensure the cleaning chemicals will not cause corrosion. For example, hydrochloric acid should not be used on stainless steel as it causes pitting and stress corrosion cracking.
Inspection: Visually inspect the element before and after cleaning for any damage like denting, warping, or broken wires. A damaged element must be replaced, as its filtration rating is compromised.
Performance Testing: For critical applications, perform integrity tests (like a Bubble Point Test) after cleaning to verify the pore size and filtration performance have been restored.
Limited Number of Cycles: Sintered mesh elements cannot be cleaned indefinitely. After multiple cycles (e.g., 5-10 times, depending on service conditions), performance may degrade (e.g., slightly increased pore size, higher permanent pressure drop), necessitating replacement.
Type of Contamination: If contaminants have chemically reacted with the metal surface or have been sintered onto it by process heat, cleaning may not be fully effective.
Sintered wire mesh filter elements are durable, reusable components designed for multiple cleaning cycles. A combination of backflushing, ultrasonic, and chemical cleaning can effectively regenerate them. Proper cleaning can extend their life dramatically, making them a very cost-effective solution. However, it is crucial to follow correct procedures, respect the element's limitations, and perform regular inspections to ensure reliability and safety.