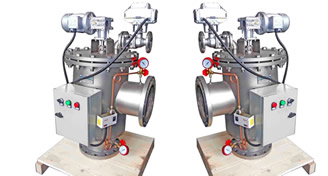
Candle filters are commonly used solid-liquid separation devices in the chemical industry, playing a crucial role in various processing stages. The Chinese name for candle filters is derived from their unique design resembling a candle, while in English, they are typically referred to as candle filters. Comprising components such as filter cartridges, filter housings, inlet and outlet pipelines, and drainage devices, candle filters are known for their high filtration precision, ease of operation, and convenient maintenance.
In chemical production, candle filters find extensive applications in several process areas, including but not limited to the following:
1. Solid-Liquid Separation: Candle filters effectively filter and separate solid particles, suspended substances, and impurities from liquids, ensuring clearer and more transparent liquids.
2. Product Refinement: In processes requiring high-purity products, candle filters are employed to remove minute particles, enhancing product purity and quality to meet specific process requirements.
3. Decolorization and Deodorization: For chemical products requiring the removal of colorants or odors, candle filters serve as efficient decolorization and deodorization devices, improving product quality.
4. Solvent Recovery: In processes involving solvent recovery, candle filters facilitate the separation of solvents from solutes, enabling effective recovery and reuse, thereby reducing production costs.
5. Syrup Filtration: In the food industry, candle filter are commonly used for the filtration of syrups, removing impurities and suspended matter to ensure syrup quality meets standards.
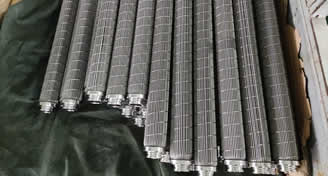
During the operation of candle filters, operators typically need to regularly clean the filter cartridges to ensure the equipment's smooth operation. Additionally, the selection of filter cartridges should be based on specific process requirements to ensure optimal filtration performance and longevity.
In conclusion, candle filters have widespread applications in the chemical industry's processing stages. Their reliable filtration performance and convenient operation and maintenance provide a dependable solution for solid-liquid separation in chemical production. Simultaneously, they offer an effective means of product purification and improvement, contributing significantly to the chemical manufacturing process.